Roving direct pentru LFT



Roving direct pentru LFT
Membrana directă pentru LFT este acoperită cu un strat de colanță pe bază de silan compatibil cu rășinile PA, PBT, PET, PP, ABS, PPS și POM.
Caracteristici
●Fuzz redus
● Compatibilitate excelentă cu rășini termoplastice multiple
● Proprietăți bune de procesare
● Proprietăți mecanice excelente ale produsului compozit final

Aplicație
Este utilizat pe scară largă în industria auto, construcții, sport, aplicații electrice și electronice

Listă de produse
| Articol | Densitate liniară | Compatibilitatea rășinii | Caracteristici | Utilizare finală |
| BHLFT-01D | 400-2400 | PP | Bună integritate | procesare excelentă și proprietăți mecanice, culoare deschisă extinctă |
| BHLFT-02D | 400-2400 | PA, TPU | Puf redus | Proprietăți excelente de procesare și mecanice, concepute pentru procesul LFT-G |
| BHLFT-03D | 400-3000 | PP | Dispersie bună | special conceput pentru procesul LFT-D și utilizat pe scară largă în aplicații auto, construcții, sport, electrice și electronice |
| Identificare | |||||
| Tipul de sticlă | E | ||||
| Roving direct | R | ||||
| Diametrul filamentului, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Densitate liniară, tex | 16 | 14 | 17 | 17 | 19 |
| Parametri tehnici | |||
| Densitate liniară (%) | Conținut de umiditate (%) | Conținut de dimensiune (%) | Rezistență la rupere (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
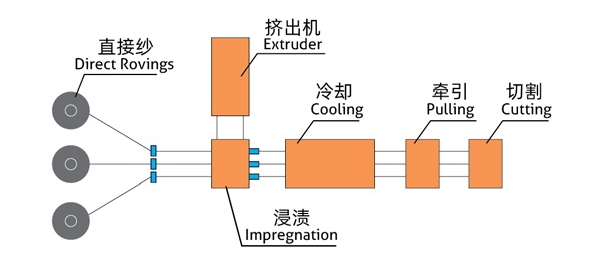
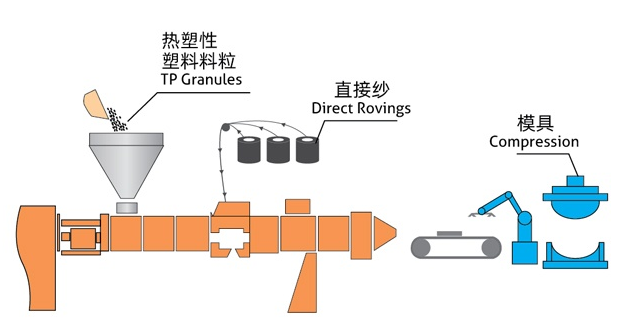
Procesul LFT
Peletele de polimer LFT-D și semișnițele de sticlă sunt introduse într-un extruder cu două șnecuri, unde polimerul este topit și se formează compusul. Apoi, compusul topit este turnat direct în piesele finale prin injecție sau turnare prin compresie.
Polimerul termoplastic LFT-G este încălzit până la o fază topită și pompat în capul de matriță. Filetul continuu este tras printr-o matriță de dispersie pentru a asigura impregnarea completă a fibrei de sticlă și a polimerului și pentru a obține tije consolidate. După răcire, tija este tăiată în pelete armate.