

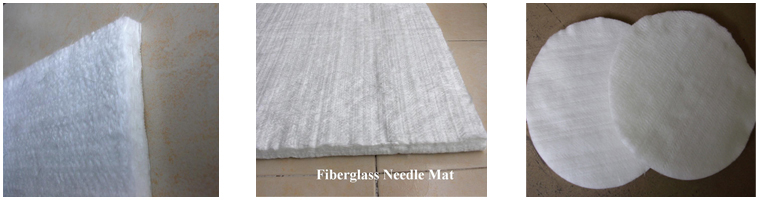
1. Pâslă de acul
Pâsla cu acul se împarte în pâslă cu acul din fibre tăiate și pâslă cu acul din fire continue. Pâsla cu acul din fibre tăiate constă în tăierea firului de fibră de sticlă în segmente de 50 mm, așezarea aleatorie a acestuia pe substratul plasat în prealabil pe banda transportoare, apoi perforarea cu un ac ghimpat se face cu acul, iar acul va perfora fibra tăiată în substrat, iar croșeta aduce câteva fibre pentru a forma o structură tridimensională. Substratul utilizat poate fi o țesătură subțire din fibră de sticlă sau alte fibre, iar această pâslă cu acul are o senzație pufoasă. Principalele sale utilizări includ materiale de izolare termică și fonică, materiale de căptușeală termică, materiale de filtrare și poate fi utilizată și în producția de FRP, dar rezistența FRP este scăzută, iar domeniul de utilizare este limitat. Un alt tip de pâslă cu acul din fire continue este o pâslă în care firele continue de sticlă sunt aruncate aleatoriu pe o bandă de plasă continuă cu un dispozitiv de aruncare a sârmei și apoi trecute printr-o placă de ac pentru a forma o structură tridimensională în care fibrele sunt împletite. Acest tip de pâslă este utilizat în principal în producția de foi termoplastice imprimabile armate cu fibră de sticlă.

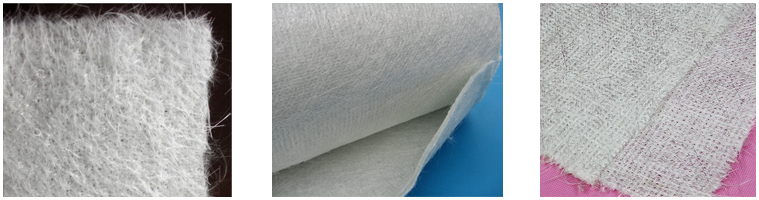
2. Covoraș din fibră de sticlă tăiată - liant sub formă de pulbere
Filamentele brute de sticlă formate în timpul procesului de tragere sau filamentele brute continue retrase din tubul cu filament brut sunt așezate pe o bandă de plasă mobilă continuă în formă de 8 și sunt lipite cu un adeziv sub formă de pulbere. Fibra din covorașul continuu de fibră de sticlă este continuă, având astfel un efect de armare mai bun asupra materialului compozit.

3.Fibră de sticlăCovoraș din fire tăiate – Liant emulsionant
Tăiați fibra de sticlă (uneori se folosește și semitorsion nerăsucită) în lungimi de 50 mm, întindeți-o aleatoriu, dar uniform, pe banda de plasă, apoi aplicați adeziv emulsie sau presărați un agent de legătură sub formă de pulbere pentru a o încălzi, a o solidifica și a o lega într-un pâslă de mătase brută tăiată scurt. Covorașele din fire tăiate sunt utilizate în principal în procesele de așezare manuală, fabricare continuă a plăcilor, turnare prin compresie și SMC (modificare uniformă a materialului). Cerințele de calitate pentru covorașele din fire tăiate sunt următoarele: ①Calitatea suprafeței este uniformă pe direcția lățimii; ②Firele tăiate sunt distribuite uniform pe suprafața covorașului, fără găuri mari, iar liantul este distribuit uniform; ③Are o rezistență moderată la uscare a covorașului; ④Infiltrare și permeabilitate excelente ale rășinii.

Data publicării: 12 august 2021



